Reorder Point: What It Is, Formula, Calculation and How to Optimise It
The reorder point is one of the most important parameters in inventory management. Calculating it correctly means placing the supplier order at exactly the right moment, neither too early (overstock) nor too late (stockout). Getting it wrong has direct consequences on service level, storage costs and operational efficiency. This article explains what it is, how to calculate it, what factors influence it and how to keep it up to date.
What Is the Reorder Point?
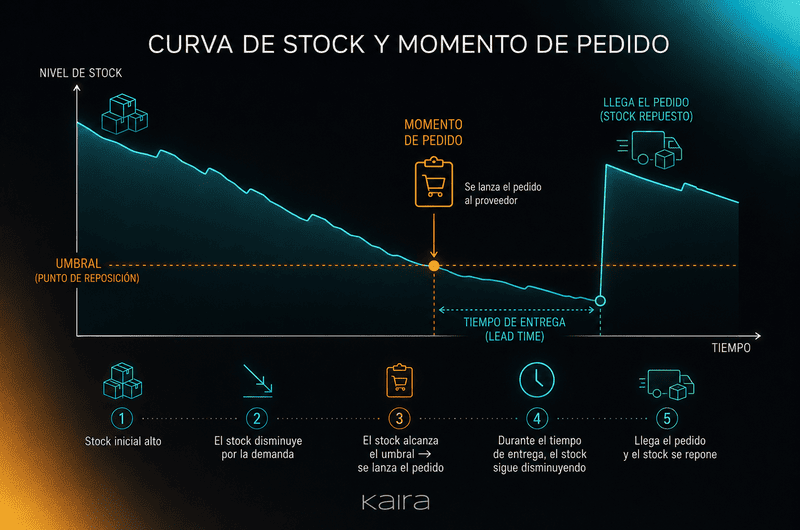
The reorder point (ROP) is the inventory level at which a new purchase order must be placed with the supplier to ensure that goods arrive before stock runs out. It is, in essence, the signal that triggers replenishment.
The logic is straightforward: between the moment an order is placed and the moment the goods arrive at the warehouse, time passes (the lead time). During that time, the company continues selling and consuming stock. The reorder point defines how much inventory must remain at the time of the order to cover exactly that consumption during the lead time, plus a safety margin for unforeseen events.
Without a well-defined reorder point, companies tend to fall into one of two extremes: ordering too early and accumulating unnecessary stock, or ordering too late and suffering stockouts with all the consequences that entails.
Reorder Point Formula
The standard reorder point formula is:
Where:
- Average daily demand: the number of units consumed or sold on average each day. Calculated by dividing total demand for a period by the number of days in that period.
- Lead time in days: the number of days that elapses from when the order is placed until the goods are available in the warehouse. Includes processing time, supplier production or preparation time and transport.
- Safety stock: the additional inventory maintained to absorb unexpected variations in demand or lead time.
Practical Calculation Example
A distribution company sells an average of 80 units of a product per day. Its supplier takes 7 days to fulfil the order. The safety stock defined for that product is 200 units.
When stock falls to 760 units, the order is placed. This way, when the goods arrive (7 days later), the remaining stock will be approximately equal to the safety stock (200 units), provided demand and lead time have behaved as expected.
Reorder Point Components in Detail
Average Demand: More Complex Than It Seems
Calculating average demand correctly is the first critical point. Using the last 12 months of historical data may be sufficient for products with stable demand, but can be misleading for seasonal products or those with a growth or decline trend.
Key considerations:
- For seasonal products, the annual average demand may be very different from the actual demand at the moment the reorder point is calculated. It is advisable to calculate it by period or use a weighted average that gives more weight to recent data.
- Atypical demand spikes (promotions, events, supply crises) can distort the average. It is recommended to exclude or adjust them before calculating.
- For new products without historical data, average demand must be estimated using qualitative methods or by analogy with similar products.
Lead Time: Use the Actual, Not the Theoretical
One of the most frequent errors is calculating the reorder point using the lead time stated in the supplier contract rather than the actual measured lead time. If the supplier habitually delivers two days later than agreed, the reorder point calculated with the theoretical lead time will be insufficient.
The recommendation is to measure the actual lead time of each delivery over at least the last 6 to 12 months and use that figure, taking into account its variability. A supplier who always delivers in 7 days is very different from one who delivers in 5 to 10 days with an average of 7.
Safety Stock: The System’s Buffer
Safety stock is the parameter that protects the reorder point against uncertainty. Its calculation depends on the desired service level and on the variability of both demand and lead time. For a detailed breakdown of how to calculate it with formulas, you can refer to our article on safety stock.
Static vs. Dynamic Reorder Point
This is a distinction that most articles on the subject do not develop, but which has an enormous impact on real system efficiency.
Static Reorder Point
Calculated once and kept fixed until the next periodic review (monthly, quarterly or annual). This is the most common approach in companies with basic management systems. Its problem is that it quickly becomes outdated when demand or lead time changes, generating either excess stock or stockout risk.
Dynamic Reorder Point
Recalculated continuously or frequently based on the most recent demand and lead time data. Supply chain management platforms with analytical capabilities allow the reorder point to be updated automatically for each SKU, eliminating the need for periodic manual reviews and adapting the system to market changes in real time.
How to Adapt the Reorder Point by Product Type
Not all products should be managed with the same logic. The optimal reorder point varies according to the demand profile and criticality of the product:
| Product Type | Main Consideration | Recommended Adjustment |
|---|---|---|
| High turnover (category A) | Any error has an immediate impact on sales | Frequent review, higher safety stock, precisely measured lead time |
| Low turnover (category C) | Risk of overstock and obsolescence | Conservative reorder point, small lot sizes, periodic review |
| Seasonal | Annual average demand does not reflect reality at each moment | Variable reorder point by season, anticipate peak with sufficient lead time |
| Critical product | A stockout has serious consequences (production stoppage, safety) | High safety stock, alternative suppliers, early warning alerts |
| Very long or variable lead time | Greater exposure to supply variations | Higher reorder point, safety stock calibrated to actual lead time variability |
Common Errors When Calculating the Reorder Point
Knowing the most frequent errors is as useful as knowing the correct formula:
1. Using Contract Lead Time Instead of Actual Lead Time
Already mentioned, but worth emphasising: actual measured lead time can differ significantly from the theoretical. Calculating the reorder point with the contract lead time when the supplier habitually delivers late is a guarantee of recurring stockouts.
2. Not Updating the Reorder Point When Demand Changes
A reorder point calculated in January for a product whose demand doubles in summer will clearly be insufficient in July. Parameters must be reviewed with a frequency appropriate to the product’s variability.
3. Applying the Same Logic to All Products
Managing a high-turnover product and a low-turnover product with the same parameters is a common error in companies with wide catalogues. Segmentation by demand type is essential for the system to work efficiently.
4. Not Including Safety Stock in the Calculation
Some companies calculate the reorder point only as average demand multiplied by lead time, without adding safety stock. This works if demand and lead time are perfectly predictable, but in practice there is always variability. Without safety stock, any deviation generates a stockout.
5. Not Considering Stock in Transit
If a supplier order is already in progress (stock in transit), the effective reorder point must be calculated by subtracting that in-transit stock from available inventory. Ignoring it can lead to duplicate orders and overstock.
The Reorder Point in Automated Systems
In companies with wide catalogues, managing the reorder point manually for each SKU is not feasible. Warehouse management systems (WMS) and supply chain planning platforms allow the reorder point to be configured per product and replenishment orders to be triggered automatically when stock reaches that threshold.
The most advanced platforms go further: they dynamically recalculate the reorder point based on the most recent data, alert the team when a product approaches the threshold and allow the team to focus on exceptions rather than routine management.
Real-time inventory visibility is a prerequisite for this system to work correctly. If stock data is not up to date at the moment the reorder point is evaluated, the system may trigger unnecessary orders or, worse, fail to trigger them when it should.
Frequently Asked Questions About the Reorder Point
Is the reorder point the same as minimum stock?
They are not exactly the same, although they are sometimes used interchangeably. Minimum stock is the level below which inventory should not fall under normal conditions, and is roughly equivalent to safety stock. The reorder point is the level at which the order is placed, which is always higher than minimum stock because it also includes consumption during the lead time.
How often should the reorder point be reviewed?
It depends on the product’s variability and the sector. As a general rule, high-turnover products or those with variable demand should be reviewed monthly. Those with stable demand can be reviewed quarterly. With automated systems, review can be continuous and automatic.
What happens if the supplier lead time varies greatly?
A highly variable lead time is one of the factors that most complicates reorder point calculation. The solution is to use the maximum observed lead time (or a high percentile, such as the 90th) rather than the average, and to calibrate safety stock based on that variability. Alternatively, work to reduce supplier variability or diversify suppliers.
Can the reorder point be negative?
A negative reorder point makes no mathematical sense. If the calculation produces a very low or near-zero result, it usually indicates that the lead time is practically zero (immediate delivery) or that demand is so low that replenishment can be done at any time without stockout risk.